Custom Design Ekstrüzyon
1- Hammadde
Alüminyum, yer kabuğunda en bol bulunan metaldir, ancak genellikle demir, silikon ve oksijen gibi diğer elementlerle birlikte kullanılır. Temelde Alüminyum oksit içeren boksit, bu metali üretmek için kullanılan en temel cevherdir.
İlk olarak, Bayer işlemi yardımıyla boksitten saf Alüminyum oksit (alümina) üretilir. Üretilen alümina daha sonra Hall methoduyla, erimiş bir kriyolit banyosunun yakınında anot ve karbon katot yardımıyla ikinci bir işleme tabi tutulur ve bu işlem sonucunda erimiş alüminyum elektrolit fırınının dibine çöker.
Yüksek saflıkta ham Alüminyum üretildikten sonra artık uygun alaşım elementleri eklenerek farklı tiplerde Alüminyum alaşımları üretilebilmektedir. Ham Alüminyum külçe, özel fırınlarda yeniden ergitilir ve çeşitli alaşım elementleri karışım halinde ve belirli ağırlık yüzdesi ile eriyiğe ilave edilir ve cüruf oluşumu ve safsızlıkların ayrılmasından sonra istenilen Alüminyum alaşımı üretime ve kullanıma hazır hale gelir.
2- Billet üretimi
Dökümhanede ergitme ocağı, homojenizasyon fırını, soğutma kabinleri mevcuttur.Proses aşamasında işlemler, son teknolojiye sahip Homojenizasyon fırını ve soğutma kabini besleme ve boşaltma sarj arabası ile otomatik olarak yapılmaktadır.Dökümhane de proses sırasıyla ergitme, alaşımlandırma, gaz giderme, filtrasyon, döküm, boy kesim, homojenizasyon, soğutma ve paketleme olarak devam etmektedir. üretilen billetler ; 127”,152”,178”,203” çapında max 6.500 mm uzunluğunda olup, standart alaşımların (1050 ,1070,6060,6063,6463,6005, ve 6082) yanı sıra istenilen alaşımlarının üretimi yapılabilmektedir.istenen kaliteyi elde edebilmek için her döküm öncesi alaşımlandırma esnasında eriyik metalden ve döküm sonrasında billetten numune alınarak spektrometre cihazında spektral analizler ve kontrolleri yapılmaktadır.Homojenizasyon sonrasında ise; kabuk kalınlığı ölçümü, mikro yapı kontrolü, segregasyon ve tane sınırı analizi yapılmaktadır.
3- Kalıphane
Alüminyum profil üretiminin başlangıcında yer alan Kalıphane işlemleri , uzmanlaşmış kadroya, teknolojik tezgah parkuru ve 3D katı model (CAD-CAM) programlarına ihtiyaç duyar. Kalıp ömrünü belirleyen temel hasar mekanizmaları ve bu hasar mekanizmalarının ya daha geç devreye girmesi için ya da tamamen engellenmesi için kalıp çeliği seçimi önem arzeder.
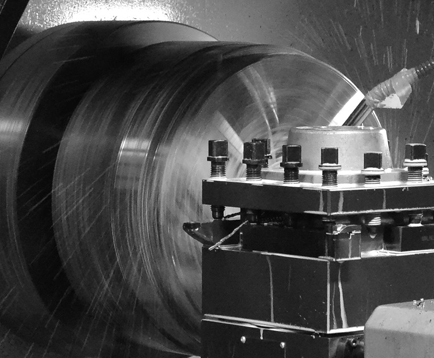
4- Alüminyum Ekstrüzyon
Ekstrüzyon, alüminyum billetin, presin sağladığı büyük kuvvet ile, çelik kalıplar içerisinden geçirilerek kalıbın şekline sahip olan profilin elde edilmesi sürecidir.Alüminyum ekstrüzyon sıcak olarak yapılır. Billetler 420-520°C’de ısıtılır, kalıplar 450°C ısıtılmış olmalıdır ve presten çıkan profilin sıcaklığı 500°C nin üzerindedir. Ekstrüzyondan çıkan profil soğutulur, soğuk germe işlemi yapılır ve istenen boyda kesilir. Daha sonra ısıl işlem uygulanarak profillere mukavemet kazandırılır. Bu işlem esnasında profiller 185°C’de 5 saat tutulur.6-7-8 ve 10 inç çaplarında, toplam 8 farklı kuvvet ve büyüklüğe sahip preslerde farklı ebatlarda profil talepleri üretilir. EN AW 1050, 1070, 6060,6063,6463-6005 alaşımlarının yanı sıra EN AW 6082 gibi özel alaşımlarla da üretim yapılabilmektedir.Çok geniş bir ürün yelpazesinde, muhtelif sektörlere ve kullanım amaçlarına yönelik alüminyum profillerin imalatı ekstrüzyon hatları ile herçekleştirilir.
5- Eloksal & Elektrostatik & Ahşap Transer Kaplamalar
Eloksal, alüminyumun üst tabakasını oksidasyon yoluyla dönüştürür ve 5-25 mikron kalınlığında son derece sert ve aşınmaya dayanıklı bir yüzey oluşturur. Oksit tabakası şeffaf olduğundan alüminyumun metalik görünümü korunur. Eloksal kaplama, malzemeyi mekanik ve korozif etkilere karşı dayanıklı hale getirir
Toz statik boya : Alüminyumun üzerine toz boya kaplama işlemidir. Boyanın alüminyum malzemenin yüzeyine yapışma kabiliyetini artırmak için alüminyum malzeme önce kimyasal ön işlemlerle temizlenir, kromatlanır ve kurutularak boyamaya alınır. Daha sonra Corona veya Tribo'da boyanır ve 200 ◦'de fırınlanarak pişirilir.genellikle mimari sistemlerimizde class 2 toz boya sistemini müşterilerimize öneririz.
Ahşap transer toz boya : Alüminyum ahşap desen fırınları, Alüminyum profil üzerinde ahşap ve mermer görüntüsü elde etmek için kullanılmaktadır. Alüminyum profiller ilk olarak yüzey temizleme işleminden geçirilir. Sonra özel olarak üretilen elektrostatik toz boya ile kaplanır. Ahşap desen kaplama işlemi transfer kâğıdı ile kaplanan alüminyumun uygun sıcaklıkta fırınlanması ile transfer kâğıdındaki desenin profille aktarılması ile gerçekleşir. Film fiziksel olarak atmosferik basınç ve çevre etkenlerine dirençlidir. Ön hazırlık ve fırınlama prosesleri sırasında çevreye zarar vermemektedir.
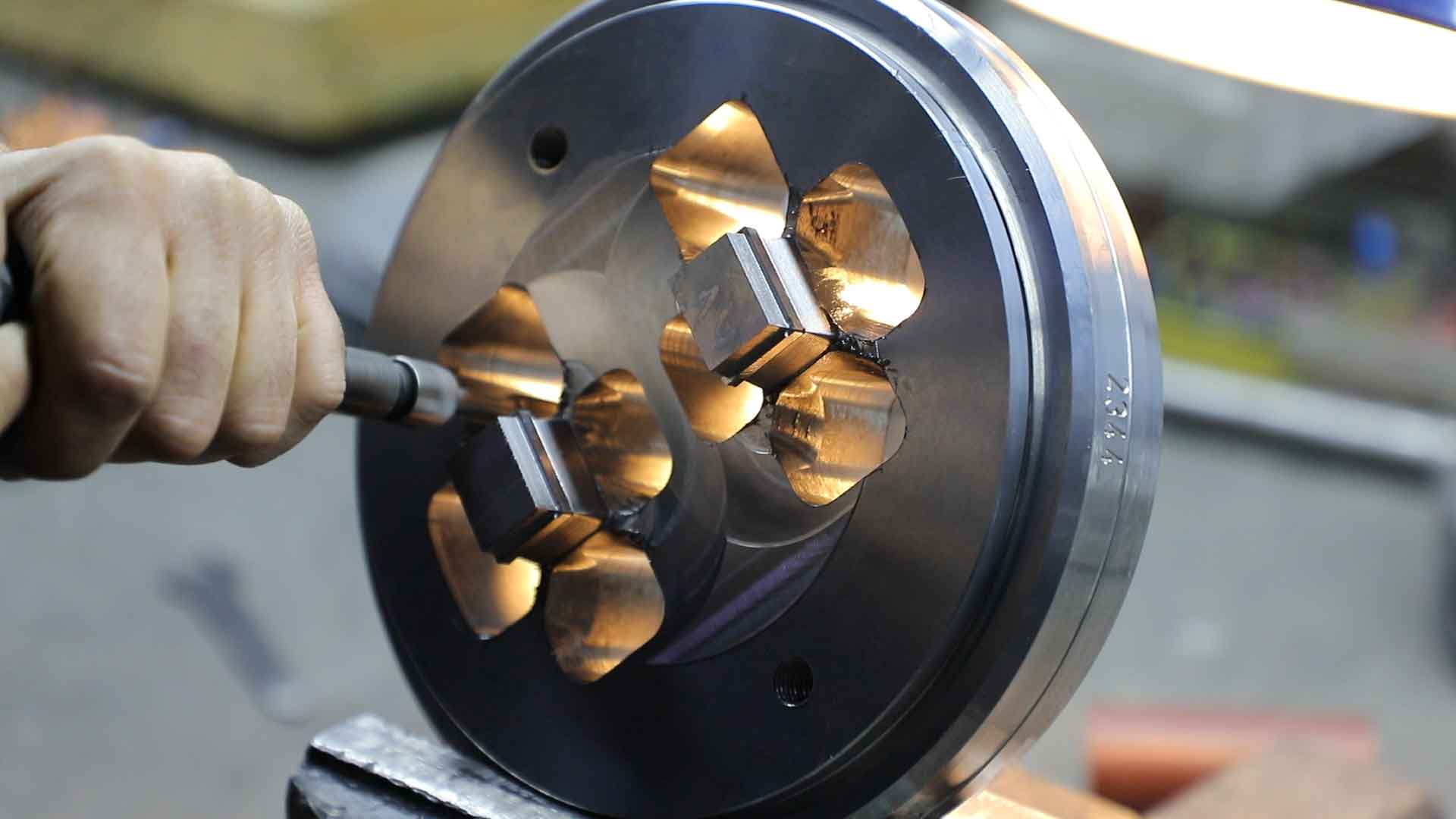
6- Mekanik işlem
Alüminyum profillerin üzerindeki yanındaki önündeki delikleri, yuvaları yani slotları otomatik olarak yapmak için gereken makinelere Alüminyum CNC Profil İşleme Merkezi denir. Alüminyum CNC İşleme merkezleri eksenlerine göre ve kabiliyetlerine göre farklı modellere ayrılır. 3 eksen 4 eksen ve 5 eksen ithal makinelerimiz ile profil cnc işleme merkezlerimizle hizmet vermekteyiz.t üm mekanik işlemler;
Hassas kesim, 3 boyutlu kesim, Kenar kaldırma işlemi, Freze: Radyal ve Periferik, Pançlama, Delme, Diş açma
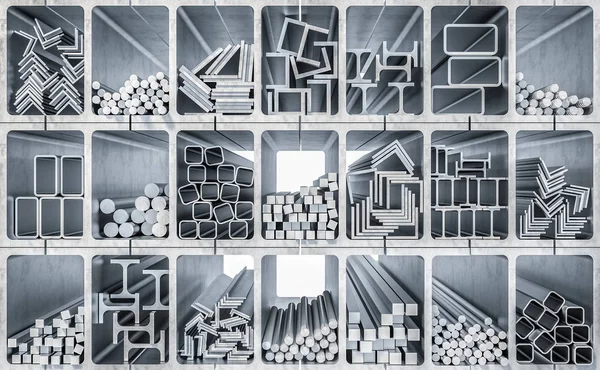
7- Paketleme ve sevkiyat
Demet halindeki alüminyum profillerin, genellikle 650 x 600 x 6500 mm boyutlarındaki karton kutu içine konulduktan sonra belirli aralıklarla kutunun etrafına tahta takoz çerçeve konularak veya konulmadan çemberlenmesi , üzerine streç naylon (strech) sarılması ile paketlenmesi. Sevkiyat aşamasında malzemelerimizin zarar görmemesi ve ürünleri doğru şekilde teslimat bizim için en önemli husustur.